C'est la technique la plus utilisé dans l'impression 3D grand public. Il va s'agir de déposer des fines couches de matières plastiques fondues les unes sur les autres jusqu'a obtenir un objet en 3D.
Le PET T-glase
C'est un matériau transparent très résistant.. Il ne dégage pas d'odeur et peut etre utilisé pour l'alimentaire. À utiliser à des températeurs comprises entre 210° et 235° pour l'extrudeuse et 50° et 70° pour le plateau chauffant.
Pour aller plus loin et au delà
Un article complet sur les types de filaments: http://3dprintingforbeginners.com/quel-materiel-utiliser-pour-imprimer-en-3d/
Test de diffèrents filaments : http://umforum.ultimaker.com/index.php?/topic/2336-qualité-du-filament/
Fused Deposition Modeling
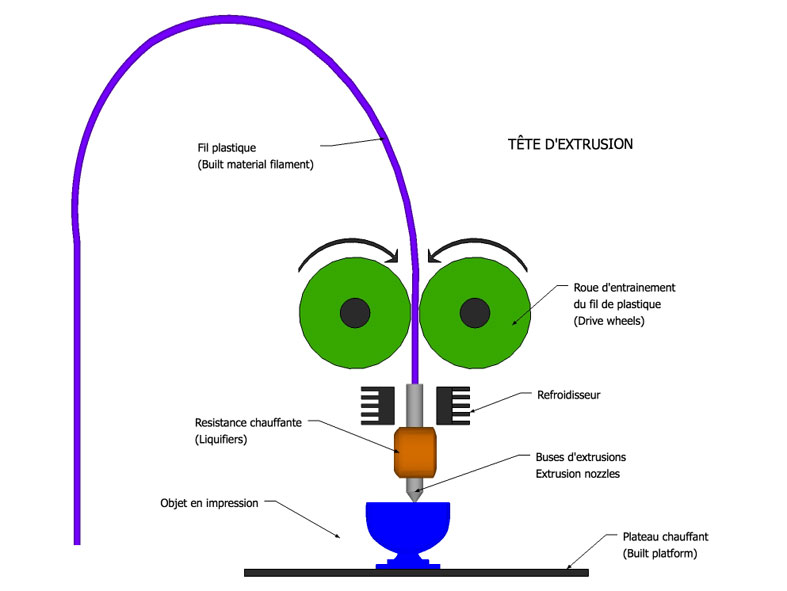
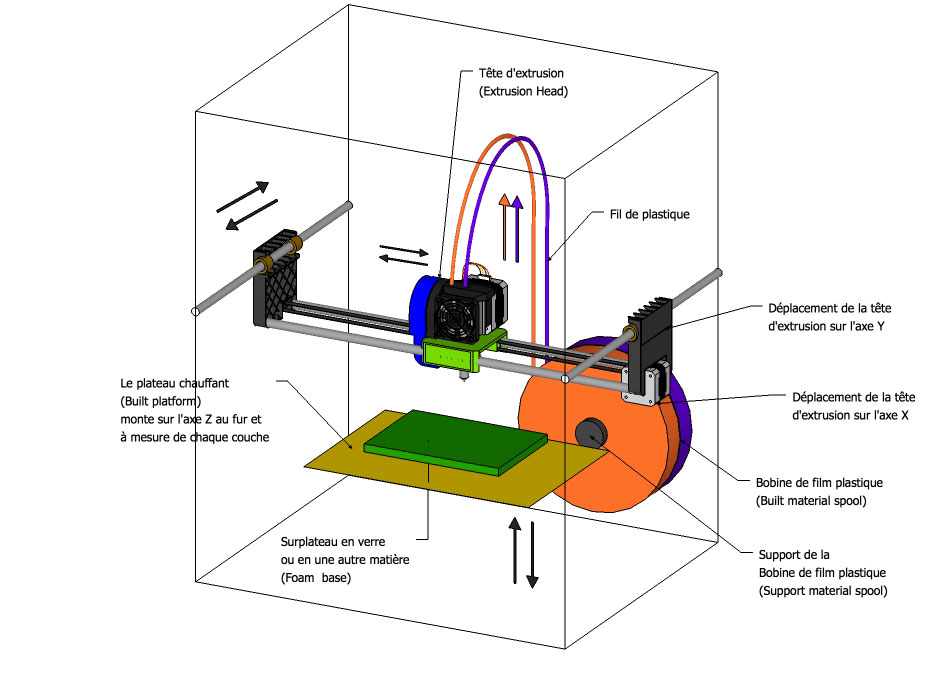
Principe de fonctionnement
Les diffèrents plastiques utilisés:
Ce système permet d'utiliser de nombreux types de plastique ou pour être plus précis de nombreux "polymères thermoplastiques".
Les ABS et les simili ABS.(Acrylonitrile Butadiène Styrène):
C'est le plastqiue le plus utilisé. Il résiste à des températures comprises entre -20° et 80° celsius. Pour l'utiliser, il faut que votre imprimante 3D possède un plateau chauffant pouvant aller de 90° à 105°. Les diamètres de fil d'ABS. Les plus courant sont le 1,75 mm et de 3mm de diamètre.
Ce n'est pas un matériau biodégradable mais il résiste bien aux chocs grâce à la structure élastomère du polybutadiène. Son rendu est lisse brillant ce qui le rend attractif pour de nombreuses applications. Il emets des particules nocives qu'il faut filtrer. Ne pas utiliser dans un bureau ou piece à vivre. J'aurai tendance à dire (sans pour le moment de sérieuse étude scientifique) même bien aèré. Voir ici une étude sur le sujet.
Température d'extrusion: Entre 200 et 250°
Tempèrature du plateau : Entre 70 et 100°
Le PLA (PolyLactic Acid, acide polylactique). (voir échantillon)
Issue de l'amidon de maïs, c'est un plastque Biodégradable. Il refroidit plus vite que l'ABS, ce qui rend sa mise en oeuvre moins facile. En revanche, il n'a pas besoin de plateau chauffant pour adhérer à la plaque de fabrication, ce qui permet d'avoir moins d'instructions, et des machines plus simple. Plus fragile que l'ABS, il supporte mal l'eau et se détériore plus rapidement dans le temps. Il est facile à peindre et peut etre utilisé pour du matériel alimentaire sous rèserve de l'imprimer avec une buse en acier inoxydable.
Température d'extrusion: Entre 160 et 220 °C
Tempèrature du plateau : Pas indispensable
Le PVA (PolyVinyl Alcohol, alcool polyvinylique)
C'est un thermoplastique qui fond au contact de l'eau ce qui le rend incontournable pour imprimer des objets ayant un fort port à faux. Pour cela il faut possèder une imprimante avec deux buses. La première buse va imprimer votre objet avec du pla ou de l'ABS, la deuxième buse imprimera l'échaffaudage que vous avez configuré pour permettre au porte à faux de ne pas s'écrouler à l apremière couche déposée.
Température d'extrusion: plus ou moins 200°
Tempèrature du plateau : Entre 70 et 100°
NinjaFlex formulé à partir d'élastomère thermoplastique (TPE)
C'est un filament flexible et souple qui permettra à vos objets de rebondir, évitant ainsi les chocs.
NOTA: il peut etre difficile de le faire rentrer dans l'extrudeur, voici une solution qui pourrait vous aider - Détails -
Température d'extrusion: Entre 210 et 230°
Tempèrature du plateau : Entre 30 et 40°
Le Nylon. (voir échantillon)
Deux types de nylon sont disponible pour le grand public: Le nylon 645 le nylon 618. Le Nylon 645 est plus solide et un peu plus transparent. La température idéale de l'extrudeuse se situe entre 242° et 245°. Le plateau chauffant n'est pas indispensable..
Température d'extrusion: 250°
Tempèrature du plateau : Non
Le PET T-glase. (voir échantillon)
C'est un matériau transparent très résistant.. Il ne dégage pas d'odeur et peut etre utilisé pour l'alimentaire. À utiliser à des températeurs comprises entre 210° et 235° pour l'extrudeuse et 50° et 70° pour le plateau chauffant.
Température d'extrusion: 220°
Tempèrature du plateau : Non, mais un peu de chauffe ne peux pas nuire dans certains cas.
LayWood ou WoodFill de colorFabb. (voir échantillon)
Ce filament fabriqué à base de bois et de polymère PLA, va donner l'impression d'imprimer son objet en bois. La tempèrature de l'extrudeuse sera comprise entre 175° et 250°. la couleur du matériaux changera selon la température.
Température d'extrusion: Entre 180° et 250°
Tempèrature du plateau : Non
glowFil de colorFabb (voir échantillon)
Filament mélangé avec de la poudre phosphorescente de ColorFabb. Votre objet luira dans la nuit....
Température d'extrusion: Entre 195° et 220°
Tempèrature du plateau : Entre 50 et 60°
BronzeFill de colorFabb
Matière imitation Bronze de ColorFabb pla mélangé avec de la poudre de bronze. Il faudra sans doute augmenter le débit de filament de 4 à 10 %. Une fois imprimé, poncer avec un fros grain, puis terminer avec un grain plus petit pour faire apparaitre les éclats de bronze. On peux passer un plisseur de cuivre pour améliorer le rendu.
Température d'extrusion: Entre 195° et 220°
Tempèrature du plateau : Entre 50 et 60°
LayBrick
Le LAYBRICK est fabriqué à base de poudre de craie. Il a un aspect pierre pouvant aller jusqu'au grès selon la température d'impression. utilisé dans l'architecture, il donne rapidement des murs ton et aspet pierre. La tempèrature de l'extrudeuse sera comprise entre 165° - 210°C. Pas besoin de lit chauffant. La couleur du matériaux changera également selon la température. Allant de plus sombre à plus clair.
Température d'extrusion: Entre 180° et 250°
Tempèrature du plateau : Non
Avantages du système FDM:
- Un faible coût de production
- Les machines deviennent de moins en chère.
- Facilité de mise en oeuvre et de maintenance
- Transportable
- Faible encombrement
Inconvènient du système FDM:
- Fiabilité toute relative
- Petit format.
- Obligation de fabriquer des "Supports" pour les pièces à porte à faux.
- Utilisation d'un matériaux plastique peu noble.
- Odeurs pas toujours trés saines pour les utilisateurs.


NinjaFlex |